Soldador MIG de Pulso Industrial Pesado de Alta Velocidade PROMIG-500SYN DPulse
propriedade
- Tensão de entrada
- 3PH ~ 400V ±15%
- Saída nominal (40 ℃) 100%
- MIG: 500A/39V
- Características
- Pulso de alta velocidade, respingos ultra baixos, pulso híbrido
Avaliação
Descrição
DETALHES
Especificações rápidas
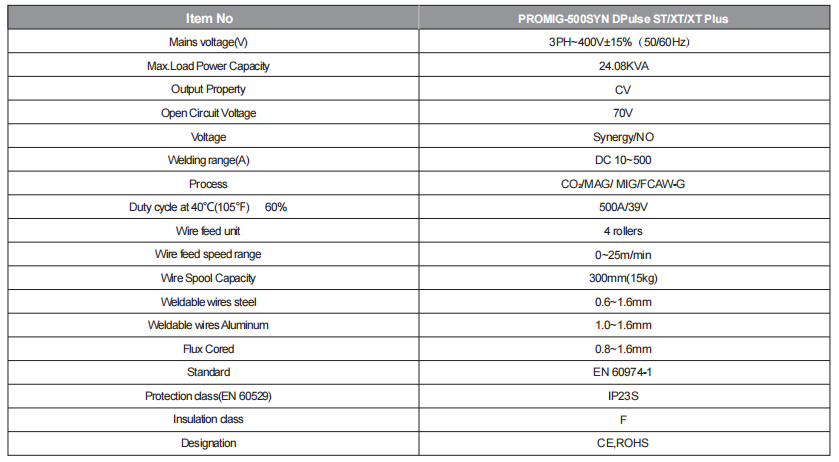
PROMIG-500SYN DPulse
Tensão de entrada3PH ~ 400V ±15%
Faixa de saída10A ~ 500A
Saída nominal (40℃) 60%500A / 39V
Peso líquido94kg
Alimentador de arame4-Rolos
Processos de Máquinas
Vara (SMAW)
Flux-Cored (FCAW)
MIG (GMAW)
MIG Pulsado (GMAW-P)
MIG de pulso duplo (GMAW-DP)
MIG Pulsado de Alta Velocidade (GMAW-HSP)
Aplicações industriais
Construção de barcos, navios e iates
Fabricação geral
Fabricação geral
Fabricação de aço estrutural
Transporte
Fabricação de chapas
Tubo e folha de calibre leve
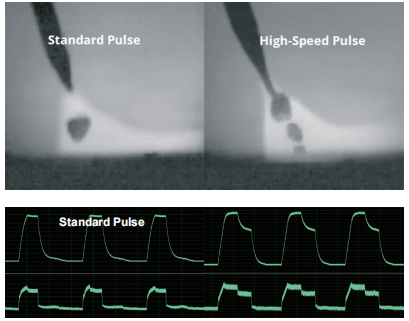
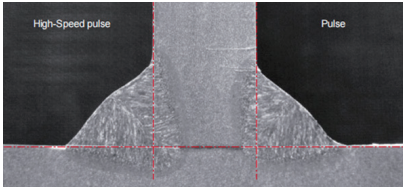
HSP—Tecnologia de Pulso de Alta Velocidade
Projetado especificamente para uso em oficinas exigentes, otaxa de deposição pode aumentar 25 ~ 48% para vários materiais,se usado na fabricação de materiais grossos ou chapasmetal.
O processo High-Speed Pulse (HSP) permite que você economizetempo, dinheiro e energia em comparação com o pulso tradicionalSoldagem. Este processo está pronto para elevar a soldagem por pulso a umnível totalmente novo!
Em geral, um pulso derrete uma gota, mas aumentamos aenvio dessas gotículas pela TOPWELL's NewProcesso de pulso de alta velocidade. A transição será mais rápida,zona HAZ mais estreita e penetração mais profunda!
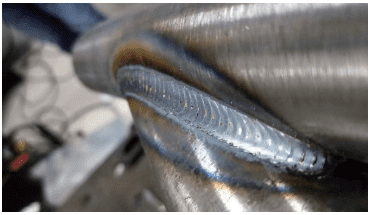
Obtenha uma melhor costura de soldagem
Menos entrada de calor, menos respingos, menos retrabalho
Obtenha maior força de soldagem
Penetração mais profunda, sem defeitos rebaixados, maior resistência.
Processo de Soldagem Vertical-up HSP
O HSP otimizado para soldas de filete (FW) concluído usando
Soldagem PF (na posição vertical para cima); também pode ser usado para
grande benefício em outras posições de solda.
Para a série TOPWELL PROMIG, o HSP é aproximadamente 70% mais rápido,
um enorme progresso para todos soldando uma vertical
costura. Um nível totalmente novo!
Não precisa balançar! Sem cortes ou outros defeitos!
A velocidade de soldagem PF por HSP é o dobro da
soldagem por pulso tradicional
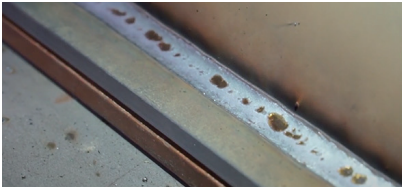
ULS - Tecnologia de Respingos Ultra Baixos
O processo ULS é um arco de transferência de arco curto modificado,
controla a volatilidade durante a mudança de estado entre
curto e arco para controlar a quantidade e o tamanho dos respingos
gerado. É princípio de reinício em uma corrente relativamente baixa
nível constitui uma diferença significativa no que diz respeito ao
arco de transferência de mergulho padrão. O curto-circuito é acionado em um
baixo nível de corrente, o que leva a um reinício suave e uma estabilidade
processo de soldagem.

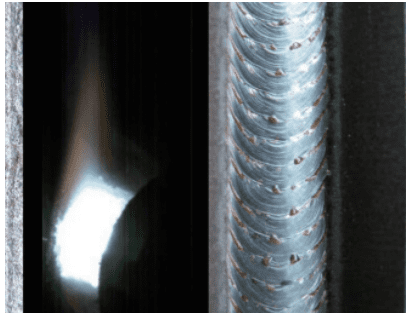
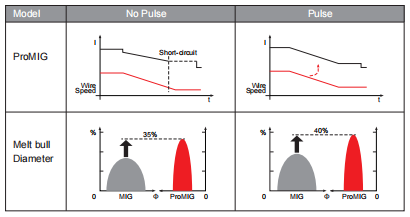
Desempenho de respingos ultra-baixos em CO2Processo de soldagem
• Curto-arcoé um método de transferência de arame que é frequentemente usado para soldar materiais finos com menos de 3 mm e é pornature é um processo de soldagem que produz respingos que podem aderir às peças, gabaritos de soldagem, dentro do bocalexigindo tempo de limpeza adicional. A maior parte dos respingos é produzida quando o processo muda de estado entrecurtos e arcos que podem ocorrer mais de cem vezes por segundo. Essa mudança resulta em grandes mudançasem são controlar a volatilidade durante a mudança de estado entre curto e arco para controlar a quantidade e tamanho deo respingo gerado.
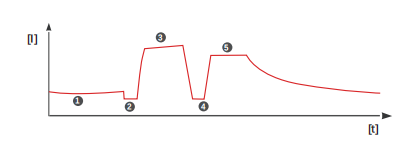
Um controle de forma de onda que estabiliza a transferência de gotículas em CO2Soldagem
•Controle inicial curtoreduz a amperagem imediatamente após o curto do fio que estabiliza o curto,minimizando os respingos causados pela vibração do fio.
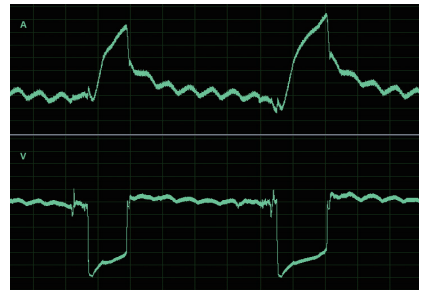
Processo MIG de pulso duplo
•Controle de pescoçodetecta a gota de momentoo descolamento começa no pescoço e, em seguida, reduz rapidamente oamperagem antes de lançamentos curtos. Liberando o curtaem uma amperagem mais baixa reduz a energia do efeito do fusível.
•Controle de Transferência Estávelamperagem aumentadalogo após o lançamento curto. Adicionando amperagemqueima rapidamente o fio para evitar curto-circuito secundário.A queima mais rápida cria a gota mais rápido ereduz o tempo total do arco, o que aumenta a frequênciae fornece um arco nítido e limpo. Para processo de CO2que suprime a vibração da poça de fusão evitandocurto secundário
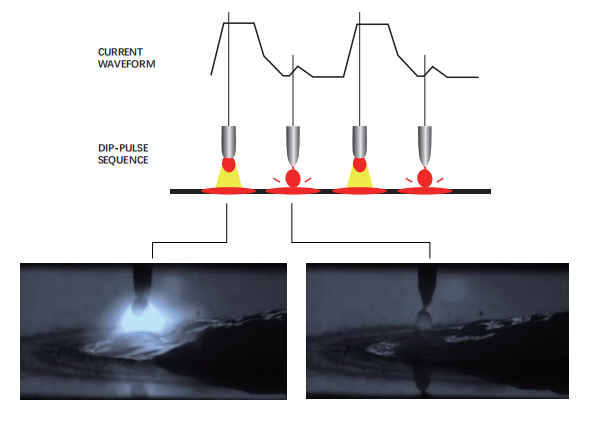
HPC - Controle de Pulso Híbrido
HPC-Hybrid Pulse Controls éforma de onda sinérgica controladavariantes de controle de processo de soldagemaplicado em soldagem MIG que Pulse(spray arco) e transferência de curto-circuitotipos em um ciclo de trabalho. Ele encurta ofio durante cada corrente de base(Dip-Pulse) e formar One-Pulse,Transferência de um mergulho. Ele mantém ovantagem de ambos os tipos de transferência queoferece direcional excepcionalestabilidade, penetração profunda erespingos livres.
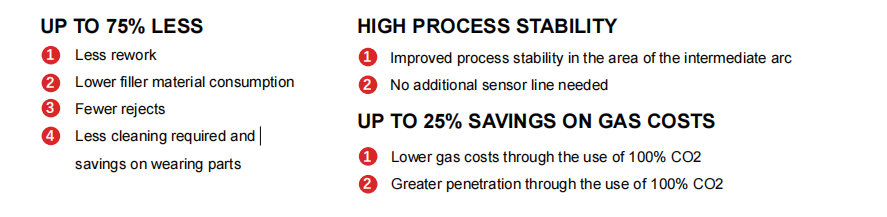
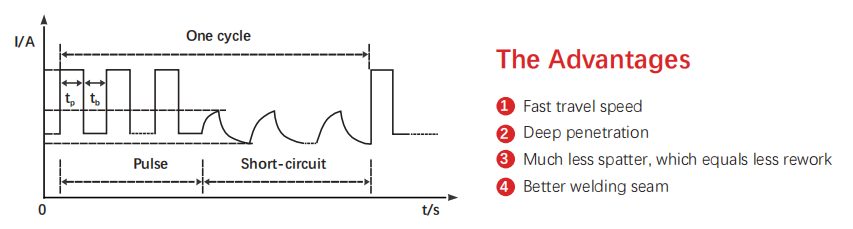
As vantagens
* Alta estabilidade direcional
* Penetração profunda
* Muito menos respingos, o que equivale a menos retrabalho
* Menos limpeza necessária e economia em peças de desgaste
* Excelente resultado para soluções de soldagem de tubos,
especialmente para vertical-u
HPC—Controle de Pulso Híbrido



HSS - Tecnologia Spot de Alta Velocidade
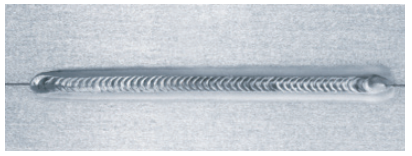
O HSS é a soldagem a ponto de alta velocidade que adota a tecnologia de comutação suave de curto-circuito epulso. Ao emitir alternadamente pulso e corrente de curto-circuito, a poça de fusão é aquecida e resfriadaperiodicamente, formando padrão de escama de peixe. Ajustando a frequência e o ciclo de trabalho do pulso e do curto-circuito,a forma da escama de peixe pode ser ajustada como desejar.
As aplicações do HSS
Tubos finos (menos de 2 mm) ou trabalhos de soldagem de estrutura/estrutura, como móveis, etc.

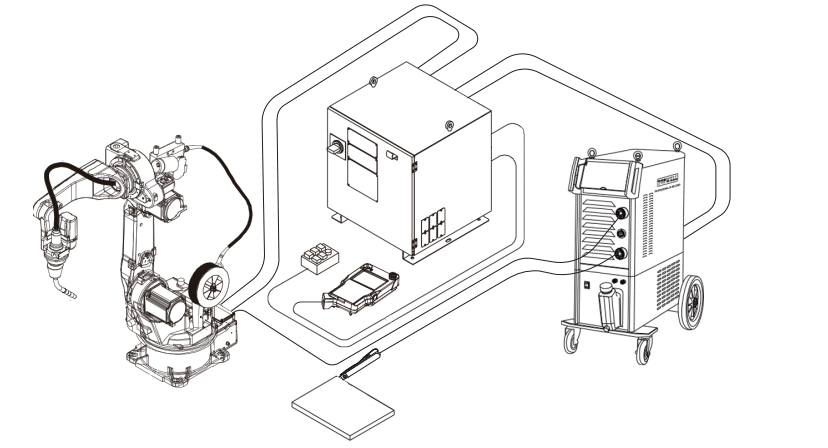
O ULS/HPC/HSS é projetado para soldagem com robô ou carro
Soldagem com Robô ou carruagem para garantir um excelente desempenho.
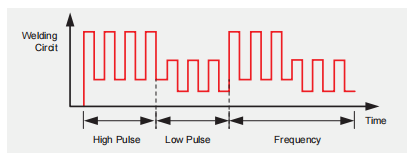
Processo MIG de Pulso Duplo
Comparado com o tradicional Double Pulse, o processo High Speed Double Pulse pode aumentar a velocidade de soldagem em cerca de25%. A qualidade da soldagem é comparável ao processo TIG. Não há necessidade de oscilar, você pode facilmente obter uma solda esteticamente agradávelcostura, com entrada de calor significativamente menor e maior do controlador na peça de trabalho.
Isso resulta em distorção muito menor e menos retrabalho, muito adequado para soldagem de chapas finas de alumínio ou aço inoxidável.
Pelo processo de pulso duplo de alta velocidade, a entrada de calor do arco é alternada, reduzindo efetivamente a entrada de calor do metal base.Reduz a ocorrência de defeitos de soldagem, como trincas.

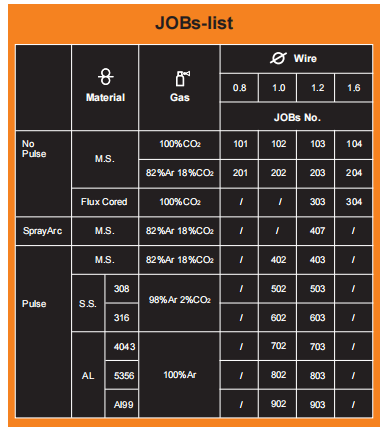
Controle de sinergia com lista de tarefas
A exibição das listas de tarefas é controlada de maneira fácil e intuitiva
através de sua interface gráfica de usuário. Montamos
a curva de soldagem perfeita em cada Job-No. para altamente
eficiente soldagem multiprocesso de aços carbono e
aço inoxidável e ligas de alumínio. A operação émais fácil do que nunca.
Processos e controles de operação aprimorados
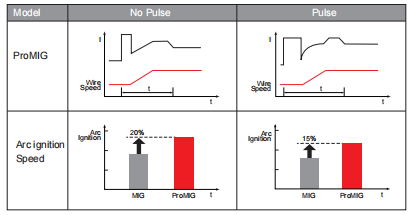
Controle inicial do arco
Nós controlamos a energia do arco soldando a forma de onda, então o
a taxa de sucesso da ignição a arco pode ser melhorada e rapidamente
estabelecer uma poça de fusão.
Controle de Burn Back
Atraso de tempo ajustável entre desligar o arco e o
alimentação do fio para evitar que o fio grude na poça.
Controle de comprimento do arco
Alterando a distância entre a tocha e a peça de trabalho.
Agora você pode reagir muito mais facilmente para controlar o arco,
como alterar as dimensões da folga ou sopro do arco, mais
intuitivamente e com maior eficiência!
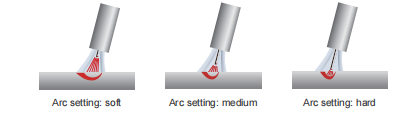
Controle dinâmico
O controle dinâmico permite que o soldador, pela primeira vez,
ajustar de forma variável uma máquina de solda por pulso para uma ampla gama deempregos e posições de soldagem, bem como para seus
preferências. O soldador pode usar um controlador para
acessar a característica do arco e alterá-la de suave para
duro.
Especificações
VÍDEO
VOCÊ TAMBÉM PODE PRECISAR

Empurre-Puxe 401W

SGT 18

Pedal
Transporte