
Poderosa máquina de solda TIG DC Pulse PROTIG-400CT para aplicações industriais
- preço
- US $2
- modelo
- equipamento de pulso duplo PROTIG-400CT DC para
- MOQ
- 1 piece
propriedade
- Tensão de entrada nominal
- 3PH ~ 400V ±15%
- Saída classificada
- 400A/26V
- Tensão máxima de circuito aberto
- 14,39 KVA
- Eficiência
- 85%
- garantia
- 1 ano de garantia
- Dimensões
- 960X420X900mm
- Peso
- 70kg
Avaliação
Descrição
/RECURSOS
Especificações rápidas
- Inscrição:
- Instalação e configuração
- Reparo e manutenção
- oficinas de fabricação de metais
- Indústria química e de processo
- Processos:
- DC TIG (GTAW)
- Vara (SMAW)
- Potência de entrada:
- 400CT/500CT: 400V, 3 fases
- Faixa de amperagem:
- 400CT:3-400A/ 500CT:3-500A
- Saída nominal a 40 ℃ (104 ℉):
- 400CT: 400A a 26V @60% Ciclo de Trabalho
- 500CT: 500A a 30V @60% Ciclo de Trabalho
- Peso:70kg
Visão geral do painel de controle
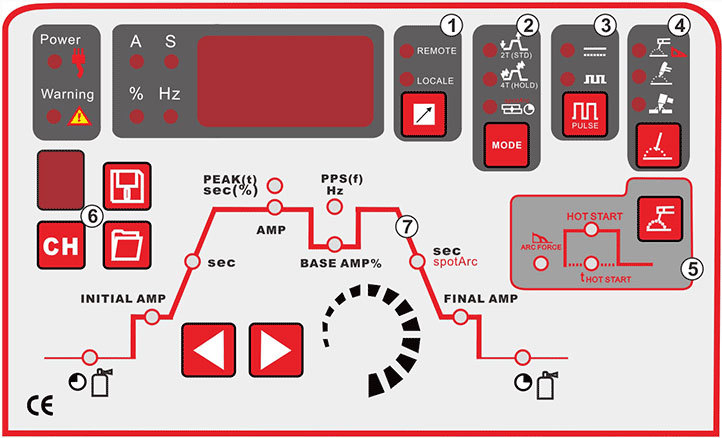
1.Remoto:usado para pedal ou tocha remota.
Local:Correntes ajustadas pelo painel frontal.
Modo de retenção 2.2T/4T
Seleção do modo de soldagem a ponto
3.Seleção de pulso ON/OFF.4. Seleção do processo.
5.ARC FORCE
PARTIDA QUENTE
6.Memória com capacidade de 10 conjuntos de parâmetros.
7. Sequência de funções
Visão Geral do Painel de Controle (Continuação)
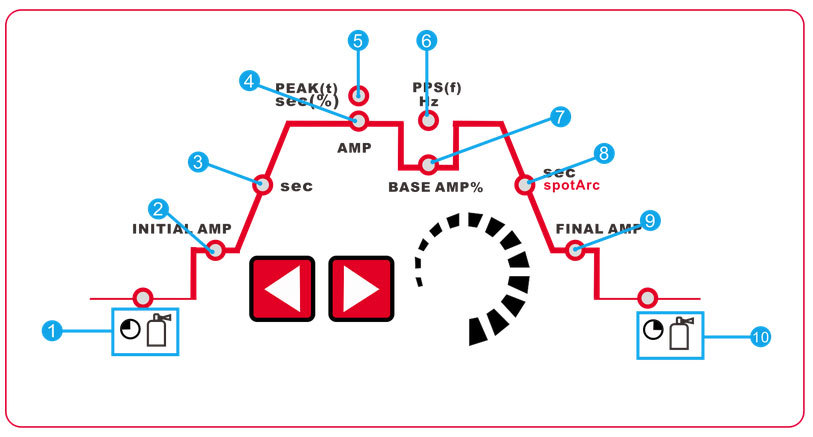
1. Tempo de pré-fluxo de gás (TIG)
Faixa de configuração absoluta de 0,1s a 5,0s (incrementos de 0,1s).
2. Corrente de ignição (TIG)
Porcentagem da corrente principal.
4T (ESPERA)
Faixa de ajuste de 1% a 100% (incrementos de 1%).
3. Tempo de subida (TIG)
Faixas de configuração: 0,00s a 20,0s (incrementos de 0,1s).
O tempo de subida pode ser definido separadamente
para não travado e travado.
4.Corrente principal (TIG)/corte de pulso
I min para max (incrementos de 1 A)
Corte principal (MMA)
I min a I max (incrementos de 1 A)
5. Tempo de pulso
Faixa de configuração do tempo de pulso: 0,01s a 9,99s (incrementos de 0,01s)
Pulsos TIG
O tempo de pulso se aplica a
a fase de corte principal (AMP) para pulsos.
Especial TIG AC
O tempo de pulso se aplica à fase AC para AC especial.6. Tempo de pausa de pulso
Faixa de configuração de quebra de pulso: 0,01s a 9,99s
(incrementos de 0,01s).
Pulsos TIG
O tempo de interrupção do pulso se aplica ao secundário
fase atual (AMP%).
Especial TIG AC
O tempo de pulso se aplica à fase AC para AC especial.
7. Corrente secundária (TIG)/corrente de pausa de pulso de pulso
Faixa de ajuste de 1% a 100% (incrementos de 1%).
Porcentagem da corrente principal.
8. Tempo de descida (TIG)
0,00s a 20,0s (incrementos de 0,1s).
O tempo de descida pode ser definido separadamente
para não travado e travado.
9. Corrente de cratera final (TIG)
Faixa de ajuste de 1% a 100% (incrementos de 1%).
Porcentagem da corrente principal.
10. Tempo de pós-fluxo de gás (TIG)
Faixas de configuração: 0,1s a 20,0s (incrementos de 0,1s).
DC TIG-Pulso
Controles de pulso TIG DC de alta velocidade
• Pulsos PPS por segundo (Hz):DC = 0,1 - 5.000 PPS
• % LIGADO – % Horário de Pico:5 - 95% (Controla a quantidade de tempo durante cada ciclo de pulso na amperagem PICO.)
• Amplificadores de fundo:5 – 99% (Ajusta o valor da amperagem de pulso baixo como uma % dos Peak Amps.)TIG PULSADO CONVENCIONAL
TIG PULSADO DE ALTA VELOCIDADE
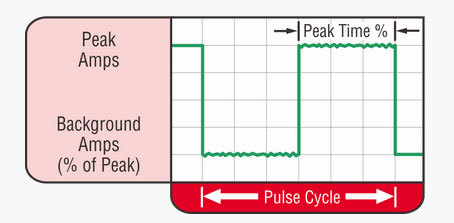
Normalmente de 1 a 10 PPS. Proporciona aquecimento e
efeito de resfriamento na poça de solda e pode reduzir
distorção diminuindo a amperagem média. Esse
efeito de aquecimento e resfriamento também produz
padrão de ondulação no cordão de solda. O relacionamento
entre a frequência de pulso e a velocidade de deslocamento determina
a distância entre as ondulações. Pulsação lenta pode
também ser coordenado com adição de metal de adição e
pode aumentar o controle geral da poça de solda.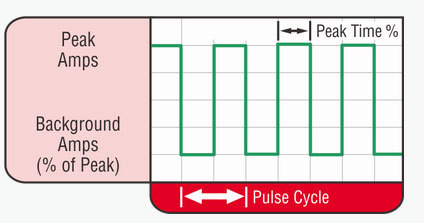
Acima de 40 PPS, o Pulsed TIG torna-se mais
audível do que visível - causando aumento da poça
agitação para uma melhor microestrutura como soldada.Pulsando a corrente de solda em altas velocidades - entre
um pico alto e uma amperagem de fundo baixa —
também pode contrair e focar o arco.
estabilidade máxima do arco, maior penetração e
velocidades de deslocamento aumentadas (Intervalo comum: 100–500PPS). Os efeitos Arc-Sharpening de alta velocidade
pulsantes são expandidos para novas dimensões. A capacidade
para pulsar a 5.000 PPS aumenta ainda mais a estabilidade do arco
e potencial de concentração — que são necessários.
Início a Quente
A função de partida a quente acende de forma confiável o eletrodo e derrete
perfeitamente para garantir a melhor qualidade mesmo no início
a costura. Esta solução torna a falta de fusão e as soldas a frio coisa do passado e reduz significativamente o reforço da solda.
Ajuste a corrente de partida a quente aqui e a hora aqui.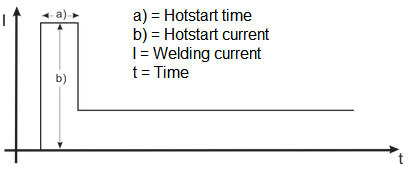
Correção da força do arco (características de soldagem)
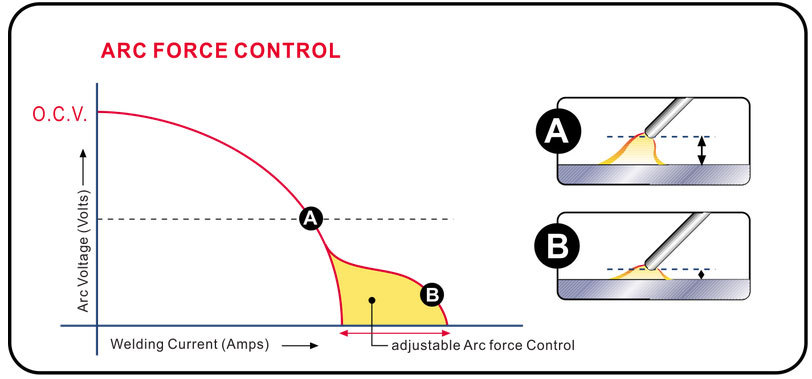
Durante o processo de soldagem, a força do arco evita que o eletrodo grude na poça de fusão com o aumento da corrente.
Isso facilita a soldagem de tipos de eletrodos de fusão de gotas grandes em baixas intensidades de corrente com um arco curto em particular.
2T/4T
Modo não travado
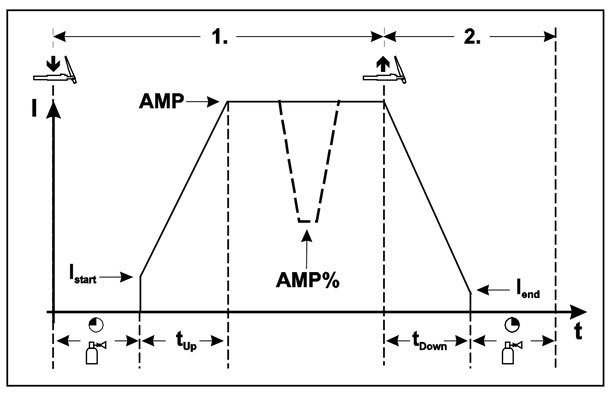
1º ciclo:
• Pressione e segure o gatilho da tocha 1.
• O tempo de pré-fluxo de gás decorre.
• Pulsos de ignição HF saltam do eletrodo para a peça de trabalho, o arco acende.
• A corrente de soldagem flui e assume imediatamente o valor definido para a corrente de ignição Istart.
• HF está desligado.
• A corrente de soldagem aumenta no tempo de subida até a corrente principal AMP.
Comutação da corrente principal AMP para a corrente secundária AMP%:
Pressione o gatilho da tocha 2 ou Toque no gatilho da tocha 1
2º ciclo:
• Solte o gatilho da tocha 1.
• A corrente principal diminui no tempo de descida definido para a corrente de cratera final Iend (corrente mínima).
Se o gatilho da tocha 1 for pressionado durante o tempo de descida,
a corrente de soldagem aumenta novamente para a corrente principal definida AMP.
• A corrente principal atinge a corrente final da cratera Iend, o arco se extingue.
• O tempo de pós-fluxo de gás definido expira.Modo travado
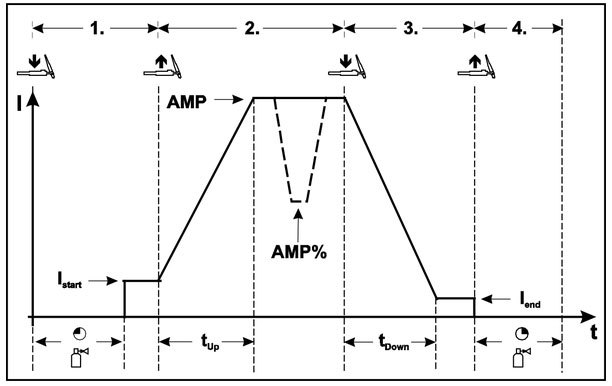
Passo 1
• Pressione o gatilho da tocha 1, o tempo de pré-fluxo de gás decorre.
• Pulsos de ignição HF saltam do eletrodo para a peça de trabalho, o arco acende.
• A corrente de soldagem flui e assume imediatamente o valor da corrente de ignição definido
(arco de busca na configuração mínima). HF está desligado.
Passo 2
• Solte o gatilho da tocha 1.
• A corrente de soldagem aumenta com o tempo de subida até a corrente principal AMP.
Comutação da corrente principal AMP para a corrente secundária AMP%:
Pressione o gatilho da tocha 2 ou Toque no gatilho da tocha 1
etapa 3
• Pressione o gatilho da tocha 1.
• A corrente principal diminui no tempo de descida definido para a corrente de cratera final Iend (corrente mínima).
Passo 4
• Solte o gatilho da tocha 1, o arco se extingue.
• O tempo de pós-fluxo de gás definido começa.
Terminação imediata do processo de soldagem na descida soltando o gatilho do maçarico 1./ESPECIFICAÇÕES
Especificações técnicas
item número
PROTIG-400CT
PROTIG-500CTTensão de entrada nominal 3PH ~ 400V ±15% 3PH ~ 400V ±15% Máx. Capacidade de energia de carga TIG: 14,39 KVA TIG: 20,76 KVA MMA: 14,21 KVA MMA: 19,93 KVA Ciclo de trabalho nominal (40 ℃) 60% TIG: 400A/26V TIG: 500A/30V MMA: 315A/32,6V MMA: 400A/36V 100% TIG: 315A/22,6V TIG: 400A/36V MMA: 250A/30V MMA: 315A/32,6V Faixa de Corrente/Tensão de Soldagem TIG: 5A/10,1V~400A/26V TIG: 20A/10,1V~500A/30V MMA: 20A/20,8V~315A/32,6V MMA: 20A/20,8V~400A/36V Voltagem de circuito aberto 70V~80V 70V ~ 80V Fator de potência 0,85 0,85 Eficiência 85% 85% TIG Frequência de pulso 0,2Hz~200Hz 0,2Hz~200Hz Largura de pulso (proporção) 1~100% 1~100% Corrente de partida do arco 5A~400A 5A~160A Corrente de preenchimento de cratera 5A~400A 5A~500A Tempo de subida atual 0,1S~15S 0,1S~15S Tempo de descida atual 0,1S-15S 0,1S-15S Tempo pré-gás 0,1S-15S 0,1S-15S Tempo de fluxo de gás 0,1S-15S 0,1S-15S Tempo do arco pontual 0,1S-10S 0,1S-10S MMA Força do Arco 10A~315A 10A~400A Hora de início a quente 0,1-3S 0,1-3S Corrente de partida a quente 10A~315A 10A~400A Dimensão (CxLxA) 960X420X900mm 960X420X900mm Peso (KG) 70 kg 70 kg Unidade de resfriamento de água: WC-100
Tensão operacional 230V 50/60Hz Potência nominal 260 W Potência de refrigeração 1,5KW (1L/MIN) Pressão Máxima 0,3MPA/60HZ Líquido de resfriamento recomendado 20%~40% etanol/água Volume do tanque 6,5L
/ACESSÓRIOS
Para acessórios padrão Tocha TIG:TIG-18
Tocha TIG:TIG-18 Porta eletrodo com cabo 2M
Porta eletrodo com cabo 2M Unidade de refrigeração a água: WC-150Para acessórios opcionais
Unidade de refrigeração a água: WC-150Para acessórios opcionais gás argônio normal
gás argônio normal PedalTocha TIG: TIG-26
PedalTocha TIG: TIG-26 Carrinho: WT-150
Carrinho: WT-150 Tocha TIG remota de mão
Tocha TIG remota de mão/RECURSOS
/DOCUMENTOS