Soldagem TIG alumínio fino?
- ação
- Editora
- Sandy
- Horário Edição
- 2015/12/30
Resumo
Soldagem TIG alumínio fino? Não enrole seu tungstênio - afie-o.
Soldagem TIG alumínio fino? Não enrole seu tungstênio - afie-o. Para aumentar o conhecimento de todos, esta aluminação responde a perguntas sobre soldagem de materiais finos, descreve a operação e os benefícios do controle de balanceamento CA e discute a seleção de um soldador TIG com base nos requisitos de amperagem.
O uso de solda AC para TIG de alumínio evoluiu da necessidade de remover a camada de óxido que se forma em sua superfície. A parte do eletrodo positivo (EP) do ciclo AC, na qual a eletricidade flui do trabalho para o tungstênio, "explode" os óxidos da superfície. A parte do eletrodo negativo (EN) do ciclo faz a soldagem real, direcionando o calor do tungstênio para o metal.
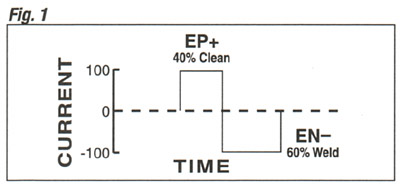
Quando os engenheiros inventaram a saída AC Squarewave, eles também descobriram que uma forma de onda AC não balanceada funciona melhor para muitas aplicações. É por isso que as máquinas mais leves, como a Syncrowave 180 SD, apresentam um controle de equilíbrio fixo definido para mais penetração (60% EN) do que limpeza (40% EP), conforme mostrado na Fig. 1.
Também inventamos o controle de equilíbrio ajustável. Este recurso permite adaptar a relação EN/EP para corresponder a uma aplicação. Por exemplo, o Syncrowave MIG-250 e o Syncrowave MIG-350 LX da Miller permitem ajustar os valores EN de 45 a 68% (32 a 45% EP).
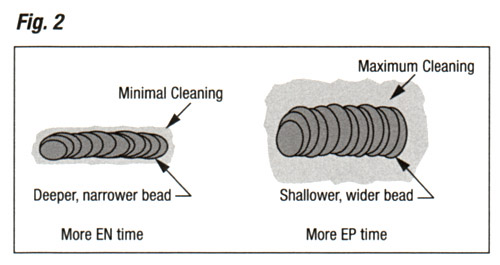
Maiores quantidades de EN criam um cordão de solda mais profundo e estreito e melhor penetração da junta. Isso ajuda na soldagem de materiais espessos ou pode permitir velocidades de deslocamento mais rápidas. Por outro lado, valores de EP maiores removem mais óxido e criam um cordão mais raso e mais largo (veja a Fig. 2). Em materiais que possuem uma camada pesada de óxido ou alumínio fundido, aumentar a ação de limpeza minimiza a chance de inclusão de partículas estranhas, promovendo uma melhor soldagem.